Moderne nye energikjøretøyer jobber gradvis hardt i designprosessen, hvorav bilnettet er en av dem, det tradisjonelle metallbilhornnettet har grovt utseendekrav, og nettkrav Den høye moldekostnaden får mange prosesseringsprodusenter til å vente på at plommen skal slukke tørsten.
DeetsingsprosessVedtar metoden for kjemisk etsende væskeprosessering, som kan kombinere fordelene ved stempling og laser, og behandle det ultra-tynne materialet med ensartet nett, ingen burr, ingen curling og vertikal hullvegg. Den komplekse formen på bilhornens nettprodukter kan også etses uten ekstra kostnader, glatte og ensartet uten burrs, og flatheten opprettholdes under 0,02.
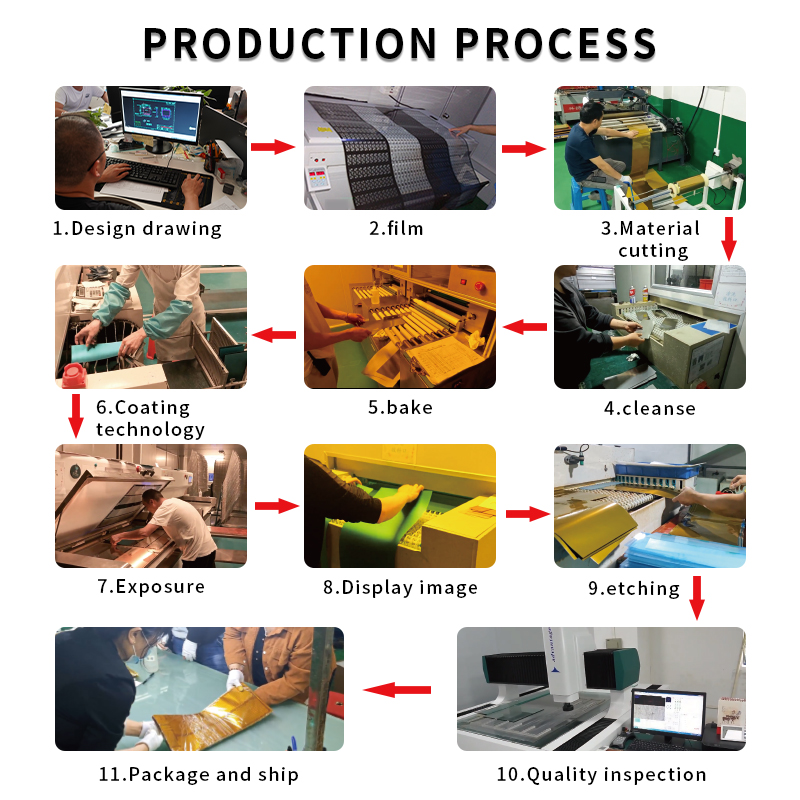
Det første trinnet for å bestemme materialet, rustfritt stål er et av de ofte brukte materialene, på grunn av dets gode korrosjonsmotstand og styrke, egnet for produksjon av deksel med bilhorn. Når du lager et nettdeksel med bilhorn, må metallunderlaget rengjøres først for å fjerne oljen og urenheter på overflaten og sikre kvaliteten på den påfølgende prosessen. Neste trinn er å påføre det lysfølsomme blekket, etter at underlaget er rengjort, må et lag med lysfølsom blekk jevnt brukes på metalloverflaten, som vil herde under eksponeringsprosessen for å danne et beskyttende lag. Neste trinn er eksponering, der den designet filmen er plassert på begge sider av metallet belagt med lysfølsom blekk, og utsatt med ultrafiolett lys, slik at mønsteret på filmen overføres til metalloverflaten. Etter eksponering utvikles metallplaten og den urørte lysfølsomme blekket fjernes, og utsetter den underliggende metalldelen og forbereder den for etsing.
Neste kommer kjemisk korrosjon, som bruker en spesifikk kjemisk etsningsløsning for å etse den utsatte delen av metallet for å danne ønsket nettmønster. Denne prosessen oppnår høy presisjon og unngår ulempene med laser eller stempling. Det er vanligvis fullført med profesjonelt etsningsutstyr, og hele korrektursprosesssyklusen er omtrent 5 til 7 dager. Den endelige prosessen med sliping og sprøyting: Etter fullføringen avetsing, er det nødvendig å polere nettdekselet for å fjerne burrs og forbedre utseendets kvalitet; Det sprayes deretter for å styrke korrosjonsmotstand og estetikk.
Med fremdriften av vitenskap og teknologi utvikler produksjonsprosessen for høyttalernettdekke i retning av høyere presisjon, lettere vekt og bedre utseende.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик 




